文字的描绘可能无法完全捕捉(东平) 本地 球墨铸铁型材-排水球墨铸铁管精品选购产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:(东平) 本地 球墨铸铁型材-排水球墨铸铁管精品选购的图文介绍
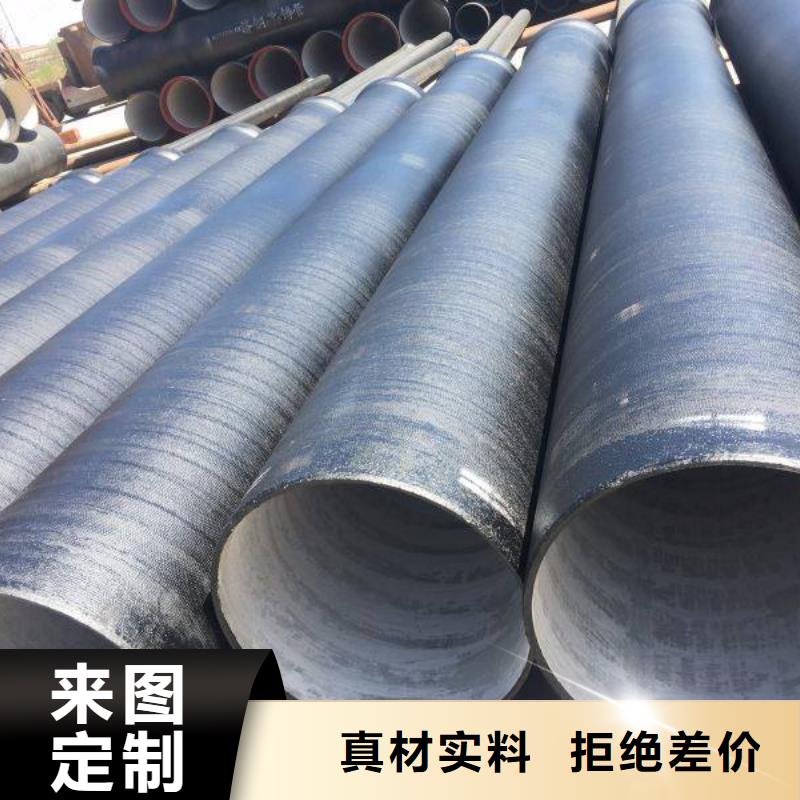
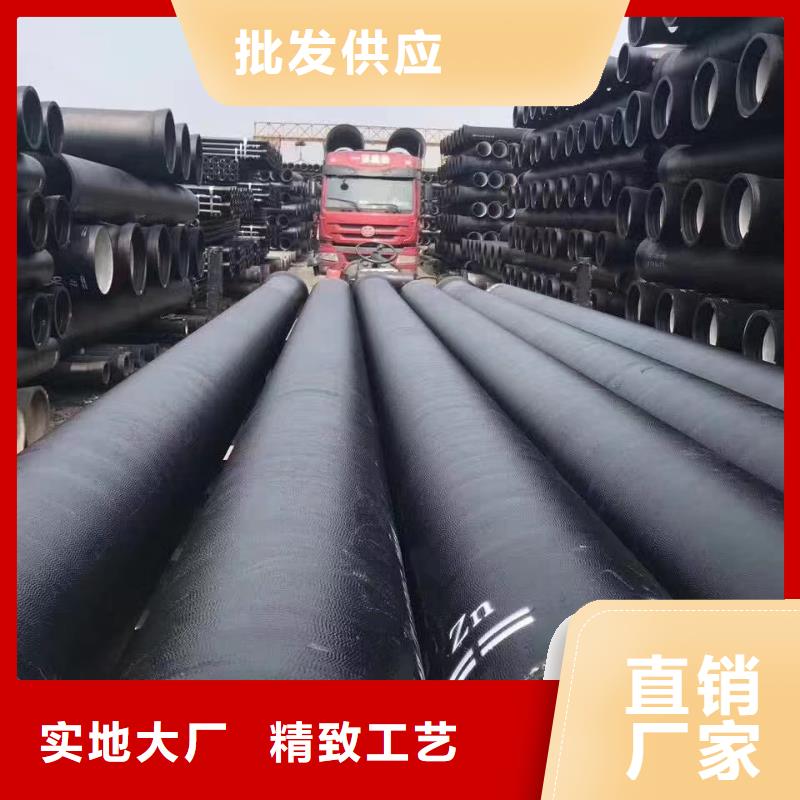
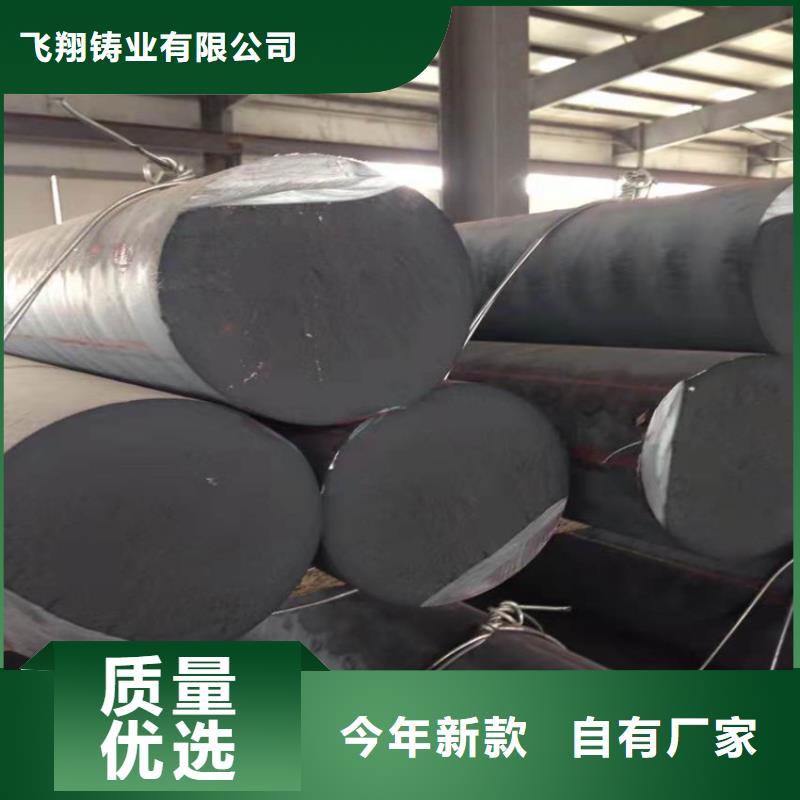
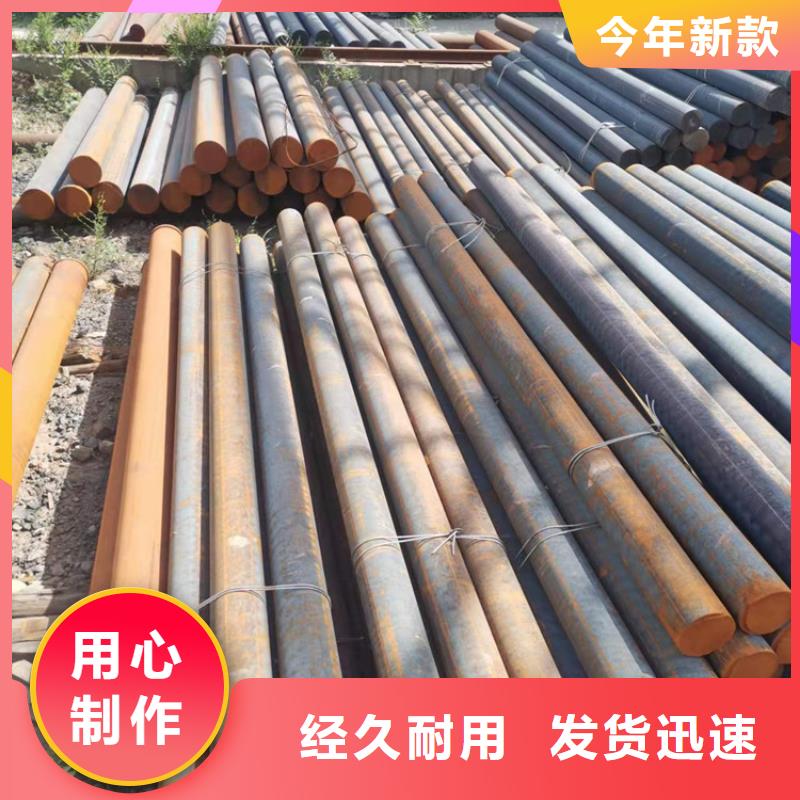
由于球墨铸铁型材在水冷石墨型中凝固,使得组织非常细小,致密度明显高于一般砂型铸件,且工艺成熟,质量可靠,产品率高达95%,使成本下降20~40%。球墨铸铁型材*清除的以往普通铸铁产品存在的气孔、砂眼、夹渣、裂纹、裂缝等缺陷。铸铁型材具有良好的强度、密度、抗拉、减压、抗磨性。产品表面光洁、尺寸精度高、加工余量小等特点。其中为显著的特点是,机械性能优越有着高强度与高韧性相结合及优良的抗疲劳性能。球墨铸铁型材厂家 库存充足,价格优惠。
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
水平连铸球墨铸铁型材的制造方法是将严格选择的原辅料经冲天炉或感应炉熔化处理后的铁水,倒入保温炉内,铁水流入安装在保温炉下方的短结晶器中,并被激冷凝固成一定强度的外壳后,用牵引机拉拔成型材。保温炉内的熔融铁水,在牵引机拉拔的同时,又不断地补充到结晶器内冷却凝固,如此不断运作,生产出铸铁型材。不同形状的结晶器和不同的生产工艺,可以生产不同截面,不同材质的铸铁型材。当然,假设会开发加工它的更快和更好的方法。新型、先进的机床正运转比以往更快,大约比10 年前快了1000 表面英尺(305m)/min。传统的观点认为,在铸铁加工领域,更高的速度意味着劳动密集和成本高昂的刀具磨损。然而,当今对于专业技术和广泛现场试验的应用证明提高机床性能并没有排斥铸铁的使用。实际情况却是恰恰相反的。不论是因为高速加工——或者可能就是因为高速加工——我们现在正提供刀具经济性的创新水平,其特征是耐磨的刀片和长寿命的刀体。
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")
飞翔铸业有限公司秉承对 东平排水球墨铸铁管、产品达到工艺品质的j i致追求,汲取 东平排水球墨铸铁管、领域严谨的工艺标准及管理哲学,全面引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。
 本地 球墨铸铁型材-排水球墨铸铁管精品选购")



 扫一扫
扫一扫